COMO EDITAR UM PROGRAMA?
Agora que conhecemos as funções, poderemos falar de estruturação de programa. Para a elaboração de um programa, é necessário entender a seguinte estrutura:


A figura anterior mostra a divisão básica de um programa, veja que ele esta subdividido em três partes distintas. Estas partes são as seguintes:
- Cabeçalho;
- Corpo do Programa;
- Informações Finais.
Cabeçalho
Esta primeira parte do programa serve para darmos ao comando as informações básicas para o funcionamento da máquina, são elas:- Sistema de medida;
- Sistema avanço;
- Sistema coordenadas;
- Sistema plano de trabalho;
- Ferramenta;
- Rotação.
Corpo do Programa
Nesta segunda parte do programa são inseridas as informações para a execução da usinagem da peça, levando em conta as funções necessárias para esta execução.Informações Finais
Nesta última parte inserimos as informações de finalização do programa, levando em conta a parada total do equipamento e um ponto de afastamento da ferramenta seguro para o operador poder manusear a máquina sem acidentes.
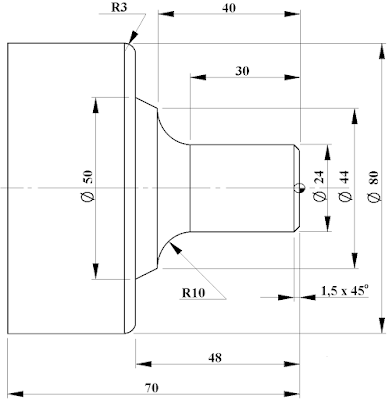
EXEMPLO DE "PROGRAMAÇÃO"

N10 G21 G40 G90 G95
N20 T0
N30 G54 G0 X200 Z200
N40 T0101
N50 G96 S200
N60 G92 S2300 M3
N70 G0 X0 Z5 M8
N80 G1 Z0 F0.25
N90 X24 ,C1.5
N100 Z-30
N120 G2 X44 Z-40 R10
N130 G1 X50 Z-48
N140 X80 ,R3
N150 Z-70
N160 X85
N170 T0
N180 G54 G0 X200 Z200
N190 M30